Table of Contents >> Show >> Hide
- Why This Machine Is Different From the Printers You Already Know
- The Truth About Fast 3D Printing: Speed Is Not Just Motion
- Why a Polar, Four Quadrant Design Makes Sense for Big Jobs
- Where the Dream Gets Complicated
- What This Machine Is Actually Good For
- What Would Turn This From Cool Prototype to Serious Platform
- The Bigger Meaning of This Project
- Experience Notes: What Fast Printing on a Polar, Four Quadrant Machine Really Feels Like
- Conclusion
Speed is the holy grail of desktop 3D printing. Every maker wants it, every engineer talks about it, and every failed overnight print quietly laughs at us from the corner of the workshop. That is why a custom polar, four quadrant 3D printer is so fascinating. It does not just ask, “How do we make the print head move faster?” It asks a much more ambitious question: “What if the whole geometry of the machine is wrong for the job?”
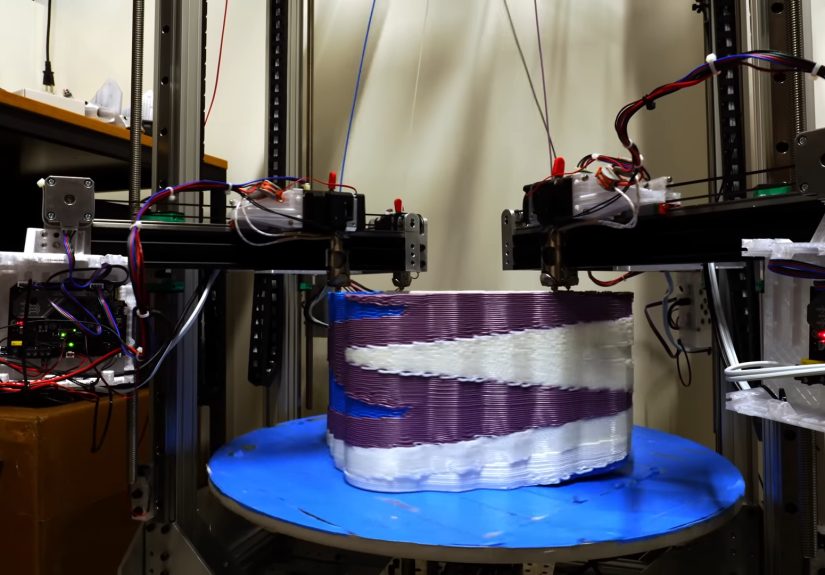
That question leads to a wild-looking answer. Instead of relying on a normal Cartesian setup with X and Y motion, this machine uses a rotating build plate for the theta axis and four radial gantries arranged at 90-degree intervals. In plain English, the bed spins, the print heads move in and out from the center, and the machine attacks the problem of print time like a determined raccoon attacking an unlocked trash can. The result is a custom platform built for high throughput, large parts, and eventually much smarter parallel printing.
The idea became especially interesting when maker Nathan from Nathan Build Robots pushed the concept toward a huge multi-head machine with four independent extruders. The goal was not just to make a strange printer for internet points. It was to reduce painfully long build times, explore parallel deposition, and chase the dream of truly fast large-format printing. That dream sounds simple on paper, but as always, 3D printing physics shows up with a clipboard and several complaints.
Why This Machine Is Different From the Printers You Already Know
Polar motion changes the whole conversation
Most hobby printers use Cartesian motion. The toolhead moves left-right and front-back while the bed or gantry handles the rest. A polar printer flips that logic. Instead of plotting a point with X and Y coordinates, it works with radius and angle. The bed rotates, the toolhead moves radially, and the machine reaches the same locations by taking a completely different path.
That matters because polar geometry can do some clever things. A compact printer can produce a surprisingly large circular build area. Motion near the center can be very precise. And when you split the system into four radial quadrants, you can place multiple extruders around the part without loading one heavy gantry with a small parade of hotends. In other words, the machine can be modular, potentially lighter per moving assembly, and better suited to parallel work.
Four quadrants means four opportunities to print more plastic
On a conventional printer, one nozzle is a bottleneck wearing a brass hat. A four quadrant design tries to multiply throughput by placing four radial print systems around the same rotating platform. In theory, that can let the machine print four identical objects at once, work on a rotationally symmetric part in parallel, or eventually support advanced multi-material jobs without dragging a giant combined toolhead around the machine.
That is the appealing headline, but it is not magic. More nozzles do not automatically mean more useful speed. They mean more coordination problems, more firmware complexity, more slicing headaches, and more opportunities for the machine to behave like it has strong opinions about your geometry.
The Truth About Fast 3D Printing: Speed Is Not Just Motion
One of the biggest myths in 3D printing is that faster motion equals faster printing. It helps, sure, but only up to a point. Real print speed depends on several factors working together: volumetric flow, nozzle diameter, layer height, heating capacity, cooling, part geometry, and software. Ignore one of these and your “high-speed” printer becomes a spaghetti launch system.
Volumetric flow is the real boss
If you push a lot more filament through the nozzle, you lay down more material per second. That is the real pathway to faster large-part printing. Bigger nozzles and thicker layers are often more important than chasing headline motion numbers. A larger nozzle can run thicker layers and wider extrusion lines, which is great when the goal is to print big parts, molds, fixtures, or prototypes quickly instead of showing off microscopic dragons.
But there is a catch. When you go bigger on the nozzle, you usually have to slow down enough for the hot end to actually melt the extra material properly. You also need better cooling and smarter support settings because large beads of molten polymer are less forgiving. In other words, the printer can move fast, but the extrusion system still has to keep up without turning your print into a warm geology experiment.
Resolution usually pays the price for speed
Every fast-printing strategy is really a negotiation between throughput and detail. Thicker layers finish sooner, but surface quality becomes rougher. Wide nozzles fill volume quickly, but they are not ideal for tiny text or sharp ornamental features. Even outside hobby FDM, the same principle shows up in large-scale additive manufacturing and rapid metal printing: higher deposition speed often comes with lower fine-detail resolution.
That does not mean speed is bad. It means the machine has to match the mission. A printer built to crank out big functional parts, molds, enclosures, props, or experimental structures should not be judged by the same standards as a machine printing small decorative miniatures at tiny layer heights. A polar, four quadrant machine makes the most sense when the target is throughput, scale, or parallelism.
Why a Polar, Four Quadrant Design Makes Sense for Big Jobs
A rotating bed can use space efficiently
One charming trick of polar printers is how much build area they can squeeze from a relatively compact frame. Because the bed rotates around a central point and the head moves radially, the machine can produce large circular parts without needing a wide rectangular gantry that dominates the room like a metal coffee table with trust issues.
For large, round, or symmetric parts, that is a big advantage. You are not wasting motion on a giant square travel envelope when the real job lives inside a circle. This is one reason polar systems keep attracting builders who want to rethink efficiency instead of just making larger and larger Cartesian frames.
Multiple smaller moving systems can beat one giant overloaded carriage
Stuffing several extrusion channels onto one moving head sounds impressive until the carriage becomes heavy, awkward, and prone to vibration. A four quadrant machine avoids some of that by dividing the work across separate radial gantries. Each extruder can be lighter than a traditional multi-tool carriage, which can help motion control and modularity.
There is also a practical bonus: if the long-term goal is multi-material or multi-part production, separate heads offer cleaner paths to scaling. Instead of one bulky mechanism trying to do everything badly, you get multiple simpler mechanisms trying to cooperate. That still requires excellent coordination, but at least the mechanical concept is sensible.
Where the Dream Gets Complicated
Firmware and slicers still think like Cartesian machines
This is the part where the idea leaves the sketchbook and enters the swamp. Most mainstream firmware and slicing tools were built around conventional machine kinematics. They are comfortable telling one or two nozzles how to move through familiar coordinate systems. A four-head polar printer asks software to do something much stranger: translate toolpaths into radial motion, synchronize four quadrants, avoid collisions, preserve extrusion timing, and maybe one day let different heads do different jobs independently.
That is not a casual weekend setting change. It is a deep software challenge. Even generating the machine-readable code for a nonstandard printer requires careful post-processing and motion planning. Once circular motion, synchronized heads, and custom kinematics enter the picture, the slicing pipeline becomes just as important as the hardware. Possibly more important, which is every hardware enthusiast’s least favorite sentence.
Current use cases are powerful, but still constrained
At the current stage, machines like this often work best when the print is rotationally symmetric or when the four heads are producing four smaller copies in parallel. Those are real use cases, not consolation prizes. Printing four copies of a production aid, a lighting component, a mounting bracket, or a decorative part at once is genuinely useful. So is attacking a large symmetric print in coordinated sectors.
Still, the bigger dream is broader than that. The real breakthrough would be fully independent quadrant toolpaths, smarter collision management, and slicing tools that understand the machine well enough to distribute work dynamically instead of forcing everything into lock-step behavior.
Scaling up also magnifies process control problems
Large-format additive manufacturing is not just small-scale printing with bigger attitudes. Once parts get larger and print times stretch, process control becomes more serious. Slicing quality, path planning, cooling behavior, layer timing, and dimensional accuracy all become harder. Industrial research keeps showing that better slicing software and better control strategies are essential if you want large-format systems to be fast and reliable instead of merely dramatic.
That matters for custom polar machines because their promise is tied directly to scale. If the machine is going after very large parts or high deposition rates, the software stack has to mature along with the hardware. Otherwise, the machine will always be one heroic prototype away from becoming a permanent “ongoing development project,” which is maker language for “I learned a lot and also created a beautiful headache.”
What This Machine Is Actually Good For
Large prototypes and fast draft parts
A polar, four quadrant machine shines when you need size and speed more than jewelry-grade detail. Think large concept models, shop fixtures, display pieces, mold forms, production aids, cosplay shells, architectural studies, or artistic structures where the shape matters more than silky-smooth sidewalls.
Parallel production of repeated parts
Even before fully independent multi-head slicing becomes mainstream, the ability to produce several matching parts at once is valuable. Small batches are where many custom printers can earn their keep. A machine that prints four copies in one coordinated job can reduce setup friction and improve throughput for repeated shapes.
Experimental multi-material and hybrid workflows
Separate extruders around a rotating bed also create opportunities for future multi-material printing, process experimentation, and hybrid manufacturing ideas. The concept fits well with a future where toolpaths are smarter, heads are more specialized, and the printer behaves more like a coordinated manufacturing cell than a single-nozzle desktop toy.
What Would Turn This From Cool Prototype to Serious Platform
First, better slicing support. That is the big one. A machine this unusual needs software that truly understands radial motion, synchronized quadrants, extrusion limits, and path distribution. Second, better calibration and compensation. As soon as four heads share a job, small alignment errors stop being cute. Third, more intelligent process control, especially for big parts where temperature, timing, and geometry drift can quietly ruin the result.
Fourth, clearer targeting. Not every printer has to do every job. If this platform is optimized for giant draft parts, repeated production items, or high-throughput symmetric geometry, that is already impressive. Chasing every possible use case too early is how great machines end up doing ten things sort of okay instead of one thing brilliantly.
The Bigger Meaning of This Project
The most exciting part of a polar, four quadrant custom machine is not just that it prints fast. It is that it challenges stale assumptions about what a 3D printer should look like. For years, the consumer market has mostly iterated on familiar layouts: better motion systems, better firmware, more sensors, more speed, more polish. All useful improvements, but still evolutionary.
This machine is more rebellious. It asks whether the geometry of motion, the placement of extruders, and the logic of slicing should be redesigned from scratch for throughput. That is the kind of question that keeps additive manufacturing moving forward. Some of these experiments will stay niche. Some will fail gloriously. But every now and then, one strange project reveals a better path hidden behind all the belt tensioners and firmware patches.
And if nothing else, it reminds us of a delightful truth: the future of 3D printing will probably not arrive looking neat and corporate. It will arrive in a workshop, built by someone who got tired of waiting 35 hours for a giant plastic part and decided the proper response was to invent a spinning, four-headed machine that looks like it escaped from a benevolent sci-fi garage.
Experience Notes: What Fast Printing on a Polar, Four Quadrant Machine Really Feels Like
The experience of working around a machine like this is very different from using an ordinary desktop printer. A normal printer feels familiar after a while. You level the bed, load the filament, hit print, and then begin the sacred ritual of pretending you are not going to check the first layer every thirty seconds. A polar, four quadrant machine does not give you that kind of calm routine. It feels more like running an experiment that happens to manufacture parts.
The first thing you notice is the motion. A rotating bed changes the visual rhythm of the print. Instead of watching a toolhead sweep back and forth across a static plane, you watch the part spin while radial heads work around it. It is hypnotic, slightly theatrical, and just unusual enough to make experienced makers stop mid-sentence and say, “Hold on, what exactly is this thing doing?” That alone makes it memorable, but the real experience is not the spectacle. It is the constant awareness that every motion depends on coordination.
When the machine is tuned well, the payoff is exciting. Large areas can fill quickly, repeated parts start to feel practical, and the whole build has a sense of momentum that many single-nozzle printers never achieve. You stop thinking in terms of one little bead of plastic crawling its way toward tomorrow morning and start thinking in terms of throughput. That shift is psychologically huge. Fast printing does not just save time. It changes the kinds of parts you are willing to attempt.
At the same time, the stress level is different. On a conventional printer, one nozzle acts up and you troubleshoot one nozzle. On a four quadrant platform, every head, every radial path, and every bit of synchronization matters. Small errors can echo across the whole job. If one quadrant is a little off, the machine is not politely imperfect. It becomes creatively wrong. This means setup feels less like casual tinkering and more like preparing a performance where four musicians, one turntable, and a pile of molten polymer all need to stay in time.
There is also a strange emotional mix that comes with custom machines like this. You get moments of triumph that feel bigger than they do on off-the-shelf hardware because you are not just printing a part, you are proving an idea. But the failures also feel more personal. A slicer limitation, a firmware quirk, or an ugly seam near a critical transition does not just ruin a print. It reminds you that innovation is basically optimism with extra debugging.
Still, that is exactly why projects like this matter. The experience is messy, ambitious, and occasionally ridiculous, but it expands the imagination of what fast 3D printing can be. And for builders who enjoy solving hard problems, that is half the fun. The machine is not only producing objects. It is producing insight, one spinning layer at a time.
Conclusion
Fast 3D printing with a polar, four quadrant custom machine is not a gimmick. It is a serious exploration of how printer geometry, parallel extrusion, and software intelligence can work together to reduce build times for large parts and repeated production runs. The hardware concept is smart, the throughput potential is real, and the software challenges are enormous. That combination is exactly why the project is so compelling.
If the future of additive manufacturing includes more parallel deposition, smarter slicing, and more mission-specific machine architectures, designs like this one will look less like weird side quests and more like early previews. Until then, this machine stands as a brilliant reminder that sometimes the fastest way forward is to stop asking a regular printer to do extraordinary things and start building a printer that was extraordinary from the start.